Principles of Echo-Echo Measurement to Ignore Protective Coatings with the CX Range
Application Overview:
When measuring plates or pipes to check for thickness ultrasonically, often the surfaces are protectively coated to ensure they do not rust or corrode under natural environmental conditions. If you were to measure these naively with a standard ultrasonic thickness gauge, the thickness reading you get back would be too high as it would not account for the additional time of flight introduced by the coating. Alternatively, if the coating is too thick, it’s possible you would measure the coating thickness instead of the overall plate thickness.
To overcome these challenges, Dakota’s ultrasonic thickness gauges can be set to Echo-Echo / ThruPaint™ mode, which alters the behaviour of the gauge to measure between two different echoes instead of simply measuring to the first echo received back above a certain amplitude. This article will explain how Echo-Echo measurement works and how best to apply it to common inspection tasks.
Limitations of Pulse-Echo on Coated Assets:
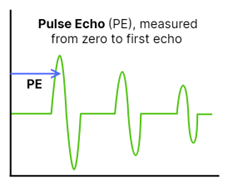
In standard pulse-echo mode, ultrasonic thickness gauges measure the time interval between the outgoing pulse and the first returning echo, hence its name. When the material under test has a protective coating applied thicker than ~150μm; this approach can fall down in two different ways.
1) If the coating has a particularly low acoustic velocity, the travel time of the pulse through the coating will be incorrectly interpreted by the gauge as additional thickness. 0.5mm of coating at 2,000m/s acoustic velocity can add the equivalent of about 1.5mm to the measurement, which if you’re dealing with heavily corroded internals of a pipe system can cause you to misidentify areas of critical wall loss.
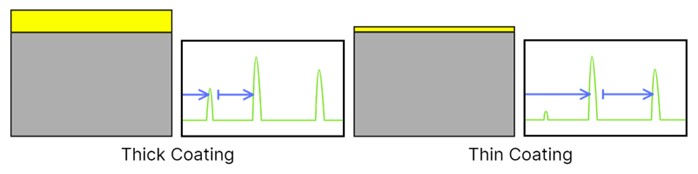
2) If the coating > substrate boundary effect is very strong, and the coating is fairly thick, this could cause a simple numerical gauge to measure just the thickness of the coating instead of the combined thickness of coating and substrate; this is obviously suboptimal if you’re trying to evaluate the metal thickness.
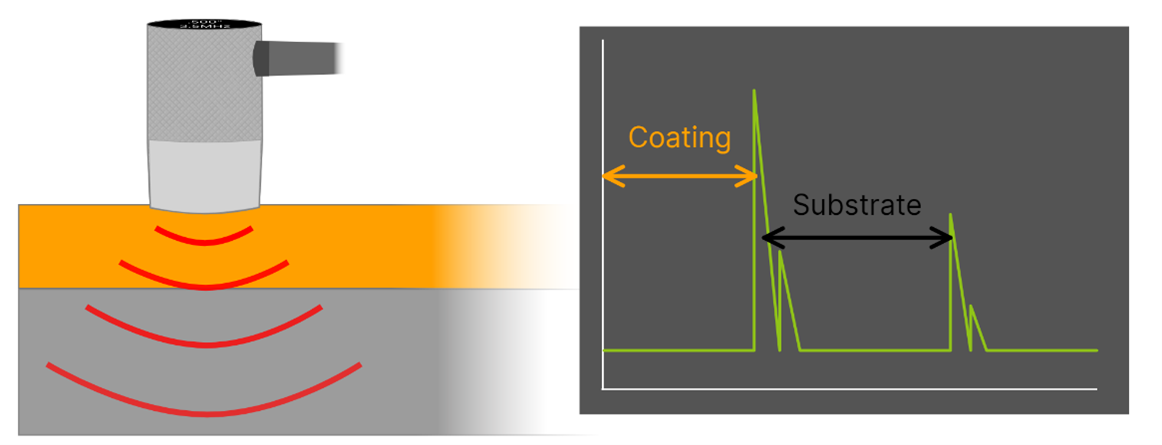
Echo-Echo Basics:
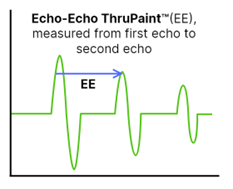
On a fundamental level, ultrasonic measurement is simply timing the interval between different signals. In the case of Pulse Echo, this is the time interval between the initial pulse that produces the ultrasound and the first returning echo that’s above a certain threshold. In Echo-Echo measurement, the interval is measured between the first returning echo and the second returning echo. On a coated asset, the first echo received back will be the interface boundary between the coating and the substrate, the second echo will be the back wall signal from the other side of the metal surface.
When is Echo-Echo required?
Echo-echo mode is not always required for accurate measurement of coated materials. A common example of a coating that makes basically no difference to accuracy is aluminium anodising, as it typically never exceeds 150µm and the surface aluminium oxide and substrate aluminium have very similar acoustic properties. This can be demonstrated by measuring the same piece in both Echo-Echo and Pulse-Echo mode; the two reading modes should produce identical measurements.
Echo-Echo ThruPaint™ Transducers:
To maximise the probability of a successful Echo-Echo measurement we supply specialised highly damped transducers for the purpose; these transducers sacrifice a small amount of their maximum range to increase their resolving power, which improves the distinction between signals which occur close together. This improved resolving power allows for more consistent differentiation between the coating interface signal and the back wall echo, making it easier to situate the probe and quickly take a measurement.
Dakota gauge used in this application:
For more details on how the Dakota CX Corrosion Thickness Gauge can give an advantage to your inspection process.